

资讯
联系我们
公司名称:化工填料厂家
公司QQ:27749890
联系人:龙经理
业务电话:18779917026
联系地址:江西萍乡湘东陶瓷工业园
工业纯锆鲍尔环成型回弹影响因素研究
2020-02-02 阅读:次
在工业纯锆鲍尔环冲压成型过程中,塑性变形的同时总是伴随着回弹变形,随着对冲压件尺寸精度要求的不断提高, 成型回弹成为一个亟需解决的问题。本文从工业纯锆的轧制方式、晶粒尺寸和冲压成型速度等方面对回弹影响因素进行研究。 结果表明,工业纯锆片式生产比带式生产冲压成型回弹小,材料性能的各向异性不利于鲍尔环的成型效果。采用带式轧制方式生产时,出现随着晶粒尺寸的长大,回弹数值降低的规律。材料的屈服强度值减小,回弹数值也相应减小。在 40~60m/min 的冲 压速度范围内,冲压成型回弹数值呈现先减小后增加的趋势,在 50m/min 时的回弹数值小,成型效果佳。
1 前言
填料塔早期应用的填料是拉西环填料,由于该填料存在有液体沟流和壁流现象,效率较低。随着填料塔在工业中的广泛应 用,出现了各种新型填料,如矩鞍、鲍尔环和阶梯环填料等 [1]。 鲍尔环是在拉西环基础上改进的一种填料 [2],为外径与高度相等 的圆环,在侧壁上开出两排长方形的窗孔,被切开环壁的一侧仍与壁面相连,另一侧向环内弯曲,形成内伸的舌叶,各舌叶的侧 边在环中心相搭。由于这种特殊的内部结构,鲍尔环具有通气量 大、气体阻力小、内表面利用率高的特点 [3]。
鲍尔环的材质经历 了陶瓷、聚丙烯和金属材质的变更,陶瓷材质易碎和聚丙烯的易 老化特性限制其使用范围,工业级锆在许多酸、无机酸、强 碱和熔融盐中具有异的耐蚀性,是异的化工耐蚀结构材料 [4]。近年来在国内一些现代化化工企业中得到越来越多的青睐,市场发展前景良好。然而,工业纯锆在制作鲍尔环的过程中,受 到材料性能的各向异性、屈服强度和冲压成型速度等多方面因 素的影响,在成型后会有不同程度的回弹,为解决回弹造成后续 填料的使用问题,本文将从轧制方式、晶粒尺寸、屈服强度和成 型速度等方面探讨鲍尔环成型回弹影响因素,为实际生产提供 借鉴和参考。

鲍尔环的材质经历 了陶瓷、聚丙烯和金属材质的变更,陶瓷材质易碎和聚丙烯的易 老化特性限制其使用范围,工业级锆在许多酸、无机酸、强 碱和熔融盐中具有异的耐蚀性,是异的化工耐蚀结构材料 [4]。近年来在国内一些现代化化工企业中得到越来越多的青睐,市场发展前景良好。然而,工业纯锆在制作鲍尔环的过程中,受 到材料性能的各向异性、屈服强度和冲压成型速度等多方面因 素的影响,在成型后会有不同程度的回弹,为解决回弹造成后续 填料的使用问题,本文将从轧制方式、晶粒尺寸、屈服强度和成 型速度等方面探讨鲍尔环成型回弹影响因素,为实际生产提供 借鉴和参考。
2 实验
2.1 实验材料
实验选用宝鸡钛业股份有限公司经 3 次 VAR 熔炼的工业纯 锆铸锭,牌号为 R60702,在铸锭头、上、中、下、底五点取样测 试化学成分,铸锭成分均匀性良好,符合 ASTM B551 标准规定。 2.2 实法
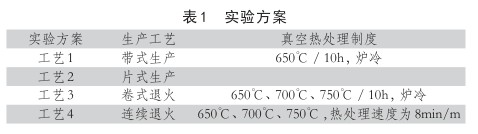
铸锭经锻造和表面刨铣后,板坯轧制分别采用带式和片式 生产工艺,成品带材厚度为 0.8mm,对比不同轧制方式对成型回 弹的影响。成品热处理分别采用卷式真空退火和连续真空退火, 对比不同热处理工艺对成型回弹的影响,表 1 为具体实案。
用液压剪床切取纵横向室温拉伸和金相组织试样,在 CMT5105 电子试验机上测试室温拉伸性能。金相试样经砂纸打磨和 机械抛光后,采用配比为 HF :HNO3 :H2O=1 :3 :9(体积数) 的浸蚀液腐蚀,用 Axiovert200mat 光学显微镜进行显微组织观察。用数显游标卡尺测量鲍尔环冲压成型后的回弹数值。
3 结果与讨论
3.1 轧制方式
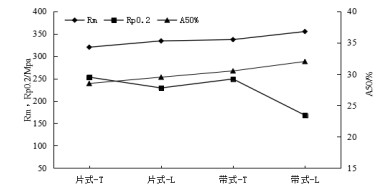
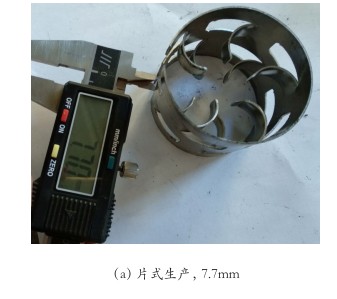
在化学成分相同的条件下,真空热处理制度为 650℃ /10h, 炉冷,对比不同轧制方式生产的工业纯锆室温拉伸力学性能,分 别测量鲍尔环成型后的回弹数值,如图 1 和图 2 所示。结果表明, 片式生产时力学性能纵横向均匀性良好,纵向屈服强度值比横向低 24MPa,抗拉强度和延伸率值相当。带式生产时力学性能各 向异性明显,纵向屈服强度值比横向低 81MPa。片式和带式生产 的回弹数值分别为 7.70mm 和 8.15mm,片式生产比带式生产冲 压成型回弹小,主要是由于带式生产时一直沿一个方向变形,屈 服强度的各向异性明显,说明材料性能的各项异性不利于鲍尔 环的成型效果。
(b)带式生产,8.15mm
图2 不同轧制方式冲压成型回弹数值
3.2 晶粒尺寸
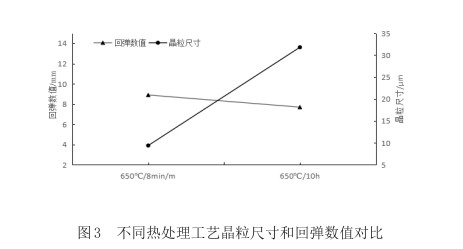
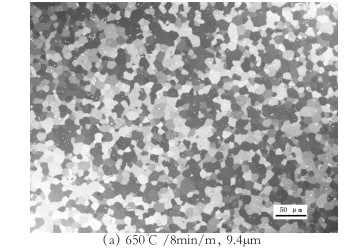
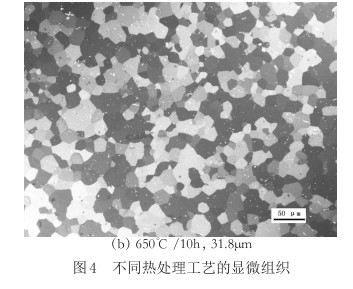
在化学成分相同的条件下,采用带式轧制方式生产时,连续和卷式真空热处理制度分别为 650℃ /8min/m 和 650℃ /10h,图 3 为不同热处理工艺处理后晶粒尺寸和回弹数值对比,图 4 为不 同热处理工艺处理后的显微组织。结果表明,连续和卷式真空热 处理的显微组织均为等轴组织,平均晶粒尺寸分别为 9.4μm 和 31.8μm,回弹数值分别为 8.9mm 和 7.7mm,出现随着晶粒尺寸的 长大,回弹数值降低的规律。
3.3 材料的屈服强度
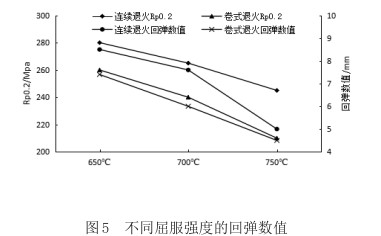
张宝坤 [5] 在研究材料性能对回弹影响因素时,认为随着屈服强度的降低,回弹量呈现减少的趋势。在化学成分相同的条件 下,采用带式轧制方式,真空热处理温度分别为 650℃、700℃和 750℃,图 5 为连续和卷式真空热处理工艺的横向屈服强度值和 回弹数值。结果表明,随着热处理温度的升高,连续和卷式真空 热处理工艺的横向屈服强度值逐渐减小,回弹数值也相应减小。
因此,在一定范围内,提高真空热处理温度可以改善工业纯锆的 冲压成型效果。
3.4 冲压成型速度
图 6 为在冲压成型模具相同的条件下,采用 40m/min、50m/ min 和 60m/min 三种不同冲压成型速度的回弹数值。结果表明,在 40~60m/min 的冲压速度范围内,冲压成型回弹数值呈现先减 小后增加的趋势,在 50m/min 时的回弹数值小,成型效果佳。
4 结论
(1)工业纯锆片式生产比带式生产冲压成型回弹小,材料性能的各向异性不利于鲍尔环的成型效果。
(2)采用带式轧制方式生产时,连续和卷式真空热处理的显微组织均为等轴组织,出现随着晶粒尺寸的长大,回弹数值降低的规律。
(3)在 650 ~ 750℃范围内,随着真空热处理温度的增加,
(3)在 650 ~ 750℃范围内,随着真空热处理温度的增加,
连续和卷式真空热处理工艺的横向屈服强度值逐渐减小,回弹 数值也相应减小。
(4)在 40~60m/min 的冲压速度范围内,冲压成型回弹数值 呈现先减小后增加的趋势,在 50m/min 时的回弹数值小,成 型效果佳。